News & Topics
-
Updated - CO2 emission figures for each product【更新】各製品のCO2排出量データを更新しました。2025.01.15
-
EVENT - We will be exhibit at TOKYO PACK 2024【イベント】TOKYO PACK 2024 に参加します。(2024年10月23日〜25日 東京ビッグサイト東ホール)2024.10.23
-
Updated - CO2 emission figures for each product【更新】各製品のCO2排出量データを更新しました。2024.03.18
-
EVENT - We exhibited at appex 2024【イベント】appex 2024(開催期間:3月12〜15日)へ参加しました。2024.03.15
-
Updated - CO2 emission figures for each product【更新】各製品のCO2排出量データを更新しました。2023.03.18
-
EVENT - We are attending TOKYO PACK2022【イベント】TOKYO PACK2022に参加します。2022.10.12
Sustainable Carton Site
Recycle
We are promoting various initiatives, such as establishing a flow for material recycle, with the aim of improving the recycling rate of paper cartons, which are suitable for recycling.
Recycle as raw materials
The high-quality pulp used for the paper cartons are recycled in various forms. We recycle paper cartons as raw materials for toilet rolls and tissue paper. In order to expand the recycle of paper cartons, it is important to use more products made of such recycled materials.
Reasons for high recyclability
-
Reasons
Quality for recycled paper
Paper beverage carton is made from virgin pulp because recycled paper cannot be used as raw material for it by current regulation. Recovered fibers from paper carton are of high quality, less damaged, that make recycled paper products of high quality.
-
Reasons
Product color
Only bleached pulp is used as the raw material of paperboard for cartons. Therefore, the paper carton has a high degree of whiteness and the color does not change to brown or yellow over time. Paper carton is suitable for manufacturing recycled products that take advantage of whiteness.
-
Reasons
No fluorescent dye used
Paper cartons do not contain fluorescent dyes. It is a product that is relatively easy to recycle because there is no need to separate the fluorescent dye during recycling.
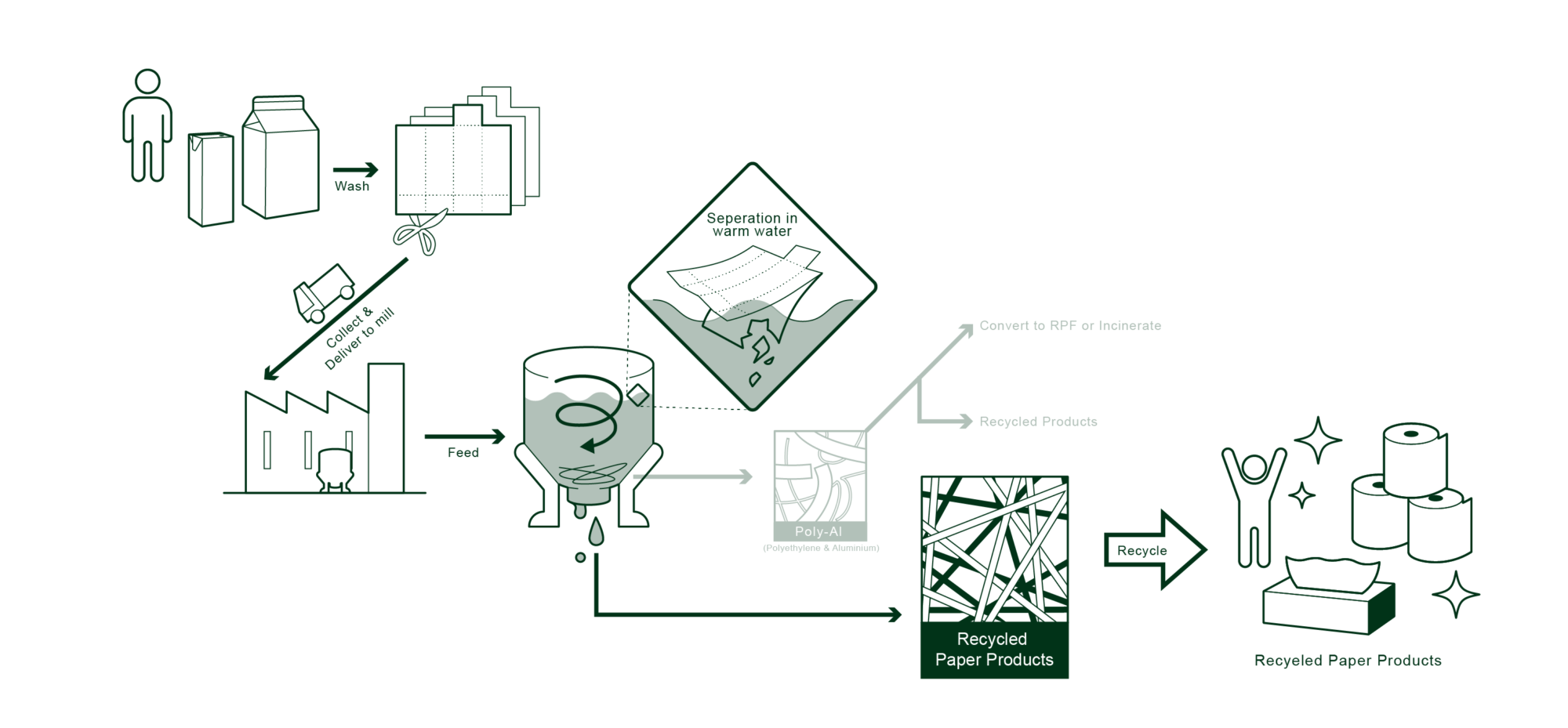
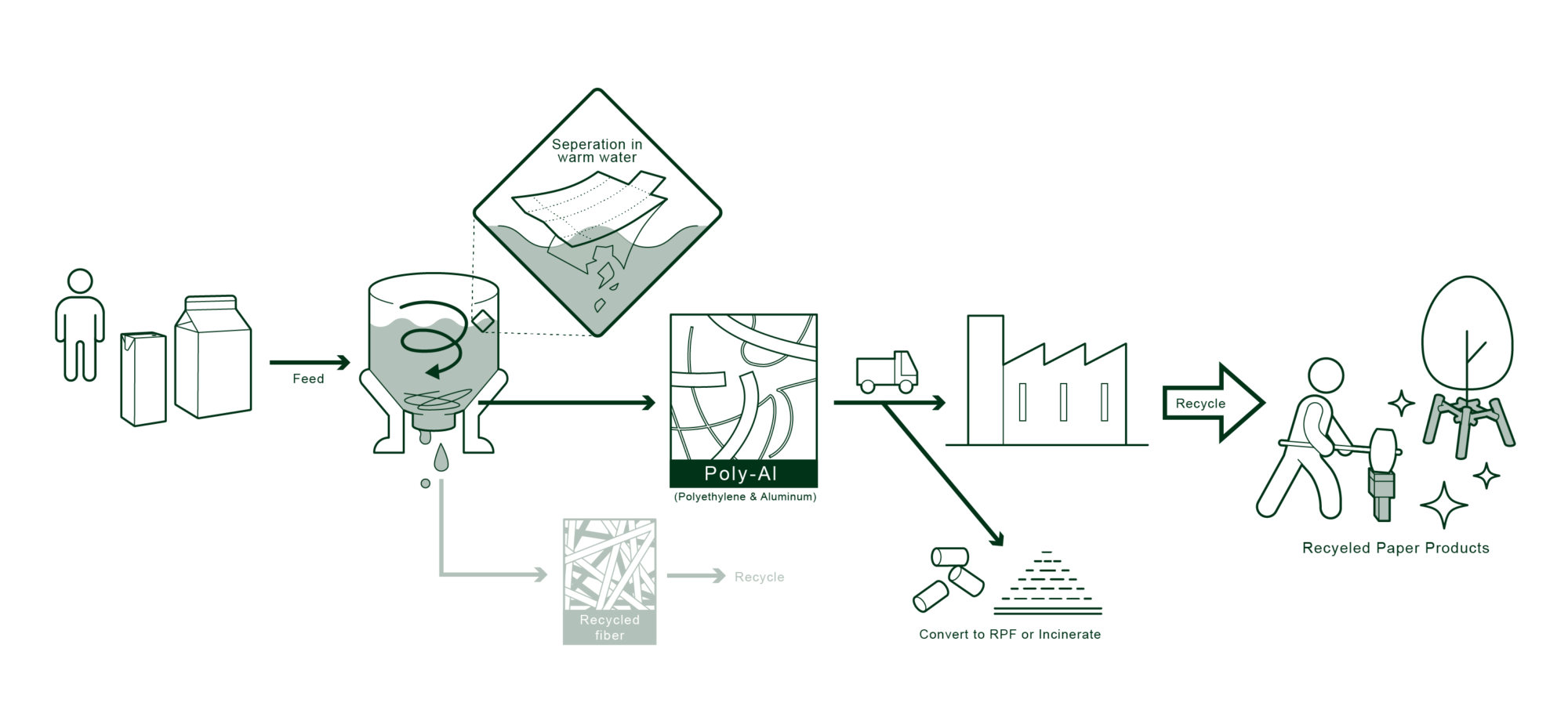
Recycling flow
Paper cartons can be recycled by sorting and collecting them after use, just like newspapers and cardboard.
About 80% of paper cartons is wood biomass material (cellulose fiber), and the remaining about 20% is a barrier layer such as polyethylene or aluminum to prevent liquid from leaking. Stirring cartons with water in a machine called pulper, making it finer, then polyethylene is peeled off and separated to cellulose fibers and mixture of polyethylene, etc.
The cellulose fiber is a virgin pulp without recycled paper and has high utility value as a high-quality raw material, and will be recycled to paper products.
In addition, the separated polyethylene, etc. becomes the fuel (RPF) of the boiler for thermal recovery or is used as a recycled resin.


PakUpcycle®
PakUpcycle® is a term created by combination of the two words of “Pak” (beverage paper pack) + “Upcycle” (recycling waste by increasing the value of the product). We are working under the catchphrase PakUpcycle®, which adds new value to used beverage paper cartons.
Our activities
At PakUpcycle®, we are engaged in activities aimed at expanding the recycling of beverage paper carton with aluminum. Beverage paper carton with aluminum goes through pulper, which is a separating process to paper fiber and a mixture of polyethylene and aluminum (poly-al). And then the paper fiber is recycled as a raw material for papermaking, and poly-al is used as a fuel for boilers as an alternative to fossil fuel or some are disposed of as waste.
At PakUpcycle®, we have started an action aimed at material recycling of poly-al in collaboration with RIPRO Corporation, Japan and Hagihara Industries Inc. We will continue to work to increase the recycling rate of poly-al by having more support for PakUpcycle® from many people and developing the applications for poly-al, aiming to improve the recycling rate of the entire beverage paper carton with aluminum.
Material recycling flow
After separating the collected paper carton with aluminum into paper fibers and poly-al with a pulper, the poly-al is further processed into raw materials, then several products with poly-al is produced.
Products made from PakUpcycle®
As PakUpcycle® product, poly-al is recycled to boundary stakes and materials for civil engineering and building such as artificial wood, boards, and poles. For example, it can be recycled to a round pole to support trees for greening in parks.
-

Boundary stakes with poly-al
-

Round stakes with poly-al
-

Example of use